品質管理の基本|初心者に分かりやすいサイト > 工程能力指数から不良率をエクセルで!
工程能力指数から、不良率をエクセルを使って算出したい方。わたしなりの計算式を掲載して、その式の意味なども併せて解説しています。また巻末にエクセルファイルに計算式を入れた、不良率算出マシーンも紹介しています。
工程能力指数から不良率をエクセルで計算
不良率(ppm)をエクセルにて算出する場合の式については
=(1-(NORMSDIST(CPK*3)))*2000000
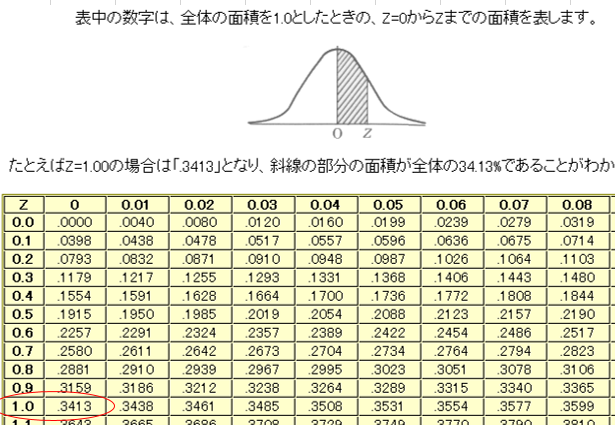
となります。下図に示す、正規分布の釣鐘状グラフの面積を 1.0 とした場合、σ(標準偏差=数値のばらつきの平均)
の1倍(=1σ)には全体の約68%が入ります。正規分布表の縦軸より「z=1.00」を見ると、「.3413」とあり、
グラフの半分に0.341345≒34%が入ることを示します。従い、両側で約68%が入る。(=不良が32%出る確率ということです)
そして「NORMSDIST 関数」ですが、ノーマルディストリビュート(=正規分布)関数と読みまして
意味は、「指定された値を正規分布表から拾ってくる」です。この関数が拾ってくる値というのが、グラフの
半分で示される「0.341345」の残りの「0.5-0.341345=0.158655」を「1」から引いたものになります。
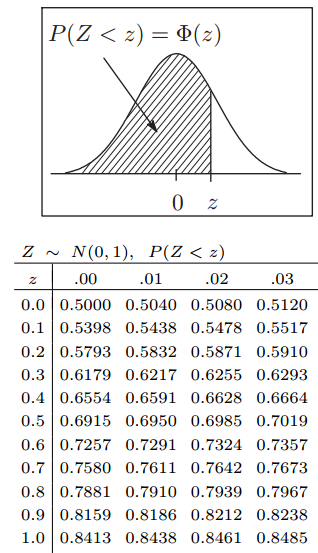
ややこしいですね。つまりグラフの片側のすそ野の部分(0.341345じゃない方)以外の部分の面積となります。
下図の斜線部分に該当します。その下の正規分布表ですと、「z=1.00」の部分が斜線部の面積を表す値になります。(0.8413)
そしてこの「z=1.00」が、1σに該当するわけです。
※先の上の図とは値が微妙に異なりますが、表記の仕方が違うだけで、内容は同じ「正規分布表」です。
要は、どちらも斜線で示した部分の面積(割合)を表しています。
(釣鐘上のグラフ内の面積を「1」とした場合の、斜線部の示す面積の割合です。)
よって、欲しい値は不良率ですので、両側を合わせたすそ野の部分ということになりますので「1-(cpk値×3)×2」となります。
そして冒頭の算出式の最後の「×2000000」ですが、不良率は通常「ppm」で出しますので「×1000000」(百万倍)
しなければなりません。そして先の正規分布表のところで「×2」をしますので、そちらと合せて「×2000000」となっています。
不良率算出マシーン ppm
⇒こちらをクリック頂ければ、エクセルファイルに計算式を入力した
「CPK(工程能力指数)とその不良率算出マシーン」が自動的にダウンロードされます。
使用方法は、水色のハッチング部分に計算式が入っていますので、そこは触らないで下さいね。(セル:7の段~11の段)
そして4の段に「規格値(規格中心)」を入力頂き、5の段には「規格上限(UCL)」を、そして6の段には「規格下限(LCL)」を入力してあげて下さい。3の段は、例えばライン番号とか、製品名などご自由にお使いください。
例として、Bの行に数値を入力してあります。これは規格が「17±4mm」という製品なので、規格上限は21で下限が13となります。
規格値を入力すると、12の段からの測定データを入力するセルがピンク色に変わるようになっています。これは規格外の数値があった場合に目立つようになっており、規格内の数値を入力すれば、ハッチングが消えるように条件設定しています。
ちなみに例として入力しているデータですと、平均値が約17.15で、標準偏差(バラつきの平均)が1.28、不偏分散(※)が約1.64で、CPKが1.00なっていますので、予想不良数は約2,700となっています。単位を「ppm」としていますので、「製品を10万個 作ると、約2,700個不良が出る」という意味になります。
⇒ppmの説明はコチラをご覧ください。(当サイトの別ページです)
CPKが1.0の場合の不良率は、一般的には「約0.3%」と言われていますが、もう少し詳しく言うと「約0.27%」なのです。もっと詳しく言うと、、話が長くなりますので、基本的には約0.3%で問題ありません。
※不偏分散は簡単に言いますと、ひとまずは「分散と同じ」という理解でよいです。詳しくは