品質管理の基本|初心者に分かりやすいサイト > 工程能力指数(CPK) 計算の仕方!
工程能力指数 計算の仕方!工程能力指数(CPK、PPK)はもっともポピュラーな品質管理ツールの一つです。平均値、標準偏差(シグマ)、規格の上限、下限を用いて算出しますが、「それを理解するのがなかなか難しい!」という方、ぜひご覧下さい。
工程能力とは?|統計的品質管理
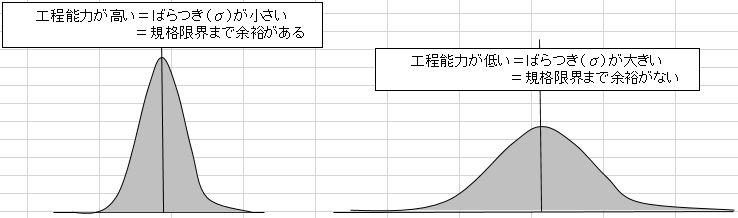
工程能力とは、文字通り工程の能力なのですが、ではどのような能力か簡単に言いますと、その対象の工程が「不良を出さない(高確率で良品を作ることができる)能力」となります。ですので「工程能力が高い」とは、その工程が「不良を出さない能力が高い」ということです。
では、どの程度であれば「工程能力が高い」と言えるのでしょうか。それを分かりやすく数値で示すのが「工程能力指数=CPK、PPK」で、数値が大きい程 工程能力が高いわけです。
そして「工程能力指数」とは、正規分布表を用いて工程の能力を指数で表すものです。(各データ、平均、標準偏差、規格公差 を用いて、良品率 (=不良率) を予測するために算出した数値)
一般的に CP(Process Capability Index)と表記されます。CPKはCPに「Katayori(かたより)」の概念が加えられたもので、英語だと「Deflection」となりますが、恐らくこの考え方を取り入れた(発見した)のが日本だったので日本語の偏りが用いられたようです。(詳細は後述にて)
ちなみに場合によっては、CPKと同じ意味で「PPK(Process Performance Index)」も使われます。私の現職はCPKと言ってますが、前職はPPKと言ってましたが、意味は同じという理解でよいです。
※指数(Index)=不良の数(何個)や発生率(%)を表すものではなく、データの変動を見る為だけの数値で、単位はありません。
工程能力指数:CPの計算|統計的品質管理
CPの計算式は、平均値から規格上限/下限までの幅(数値)に、±3σ(=6σ)の幅がどれだけ入るか?を表すもので、3σ=CP=1 となっています。
CP=(上限規格-下限規格)/6σ
標準偏差の説明ページで用いた、小学5年生の体重測定の例で説明しますね。(表の「平均との差」の項目の「平均」は「7.5」となっていますが、「8」に四捨五入したと読み替えて下さい。)
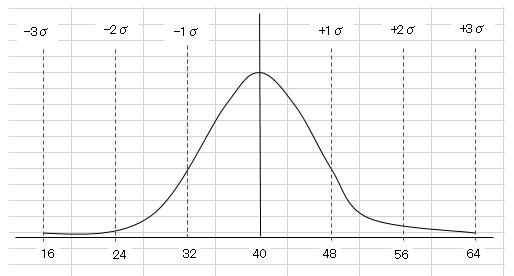
例えば図が体重ではなく、平均値:40kg、上限規格:64kg、下限:16kg の製品とします。 これを上記式に当てはめると、 (64-16)÷(6×8)=1=CP
つまり、「規格上限から下限の間に、±3σが 1個入る」ということです。 CPの式の意味は、「標準偏差の3倍した数が規格上下限内に収まっていれば、不良が発生する確率が0.3%だから、工程の能力としては十分だろう」という発想で作られています。
よって、もし標準偏差が8ではなく 6 だったら、(64-16)÷6×6=1.33… で「上下限の間に3σ1.33個入る」ということになり、3σ×1.33≒4σ なので工程能力が高いということになります。 ちなみに工程能力1.33(=4σ)では 99.994%が規格内(=上下限内)になり、発生不良は0.006% となります。だから工程能力が高い、となるわけです。
内容が難しいと思いますので、他にも例を上げて説明しますね。
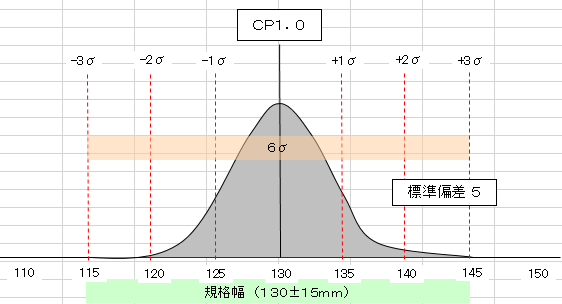
例えば規格が 130±15mm の製品があります。 製品の平均は130mmで 標準偏差は5 の場合、上の式に当てはめると (145-115)÷(6×5)=30÷30=1.0 よって CP=1.0 となる。
これは「規格幅の間に 6σ(±3σ) が1個入る」ということでしたね。
またこの製品の規格が 130±20mm であった場合(150-110)÷(6×5)=40÷30=1.33 よって CP=1.33 となります。 これは「規格幅の間に 6σ(±3σ) が1.33個入る」ということですね。先ほどの CP=1.0 の時に比べて、CP=1.33 の方が規格限界までに余裕がある為、不良の可能性が低い=工程能力が高い ということになります。
如何でしょうか。ちょっと分かりにくいでしょうか。分かりにくい方も、何度か繰り返し読んで頂ければお分かりになると思います。
工程能力指数:CPKの計算|統計的品質管理

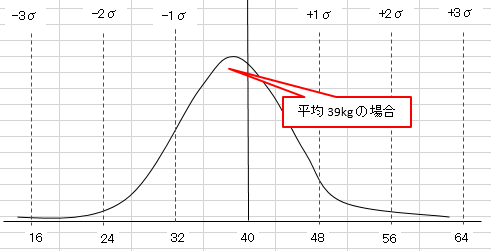
次にCPKですが、こちらはCPに偏りの概念を加えたものです。 偏りとは、例えば先ほどの上の図を 平均値:40kg、上限規格:64kg、下限:16kg の製品とした場合、規格中心値(規格値)は40kgであり、平均値と同じです。しかし実際の工程では、測定値の平均値がちょうど規格値と同じにはならず、必ずどちらかに偏ります。それが偏りです。
考え方としては、例えばこの製品の平均値が39kgとすると、下限側が3σを保てなくなります。 よってCPKを算出する場合は、上限側か下限側のどちらか範囲の狭い方(余裕の無い方)の値をCPKに採用します。 差し詰め上記製品の規格が39kgで、標準偏差8の場合、上限側は (64-39)÷3×8=1.04 ですが下限側は (39-16)÷3×8=0.96 になります。
※CP算出式では上限引く下限値を6σで割ってますが、今回は片側なので、上限側は 上限引く規格値割る3σ、下限側は 規格値引く下限値割る3σで算出します。 半分だけなので6σではなく3σで割ります。そして、規格:39kgで、標準偏差:8の場合、CPK=0.96 となり、目標をCPK1.0以上!とした場合、工程能力不足 となります。
こちらもまた難しい内容ですので、他にも例をあげて説明しますね。
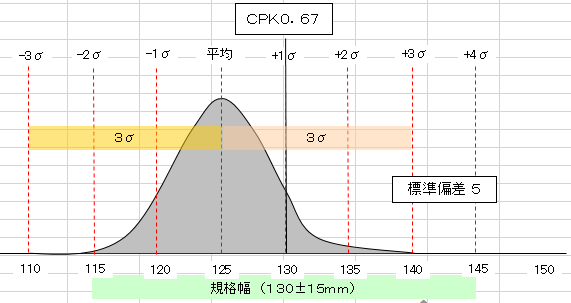
例えば規格が 130±15mm の製品があります。 製品の平均は125mmで 標準偏差は5 の場合、上の式に当てはめると (145-125)÷(3×5)=1.33 、 (125-115)÷(3×5)=0.67 よって2つの値の小さい方を採用しますので、この製品の CPKは0.67 となりますね。
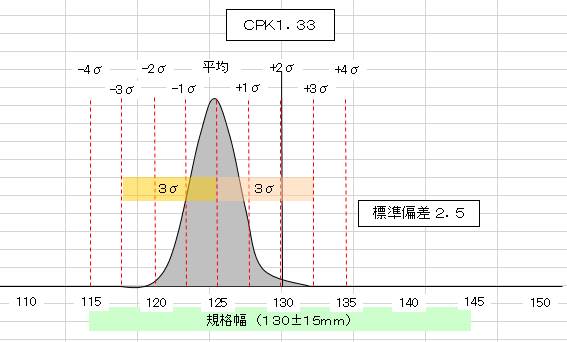
またこの製品の規格が 同じく130±15mmで、標準偏差が2.5 であった場合、上の式に当てはめると (145-125)÷(3×2.5)=2.67 、 (125-115)÷(3×2.5)=1.33 よって2つの値の小さい方を採用しますので、この製品の CPKは 1.33 となりますね。
このように平均値が 多少規格中心からズレても、バラつきが小さければ 工程能力は十分満たすことができるので精度(バラつきの小ささ)は重要である、と言えますね。
以上が工程能力指数の説明になりますが、もし分かりにくかったという方がいらっしゃればゴメンナサイ。何回か読んで頂ければだいぶお分かりになると思います。
⇒エクセルで工程能力指数を算出できるフォームを掲載していますのでご参考にさなってください。